Pages vues depuis 01/02/2005 : 53 379 459
- Nb. de Membres : 2 141
- Nb. d'Articles : 232
- Nb. de Forums : 60
- Nb. de Sujets : 4
- Nb. de Critiques : 29
 
 |
|
KildeRouge
 6410 6410 
| | jenaimarredecepseudo
4060
 ECU libriste / Le sorcier ;) ECU libriste / Le sorcier ;)
|  Posté : 18-12-2011 11:54 Posté : 18-12-2011 11:54
CQFD 
Quand le sage montre la lune, l'imbécile regarde le doigt. (Confucius) |
 Profil Profil 
|
| speedfred
866
| Posté : 18-12-2011 12:58
Moi j ai hate que le cnrs puisse se rencontrer
A+ |
Profil
|
| KildeRouge
6410
| Posté : 18-12-2011 18:27
Dès que ma jambe sera libérée de sa prison de plâtre !
DarkSide Inside
|
Profil
|
| zino
868
| Posté : 18-12-2011 18:31
+1 avec speedfred
zino
Avec Zinette je roule cool sur ma rocket |
Profil
|
| t3
266
| Posté : 18-12-2011 20:55
je n'arrive pas à dire si nous sommes d'accord ou non...
pour moi, cette matière tendre qu'est l'alu, a plus facilement besoin d'un pas fin, pour augmenter le nombre de contacts entre les 2 parties, et ce pour une vis limitée en longueur.
trouvé sur le net :
Pour les diamètres les plus communs plusieurs pas de filetage sont normalisés: pas normal, pas fin.
Le pas fin présente en théorie plusieurs intérêts:
moindre couple de serrage pour obtenir la même tension
plus grand diamétre de noyau de la vis (contrainte de traction plus faible)
plus de filets en prise lorsque la longueur taraudée est limitée
voilà pourquoi en gardant ce pas, il m'est possible de serrer moins fort que si j'avais taraudé à 12, pas normal, pour le même effet ( même tension )
et puis, je me suis dit que si triumph faisait comme ça d'origine, il y a bien une raison ! 
pour la rencontre CNRS, pas de soucis, je suis partant.
mais ce sera en triumph ( bien sur ) speed triple de 1995 ( tiens, c'est étrange pour celle là, plus c'est d'origine, plus ça me plait .... à méditer dans ma tête )
bonne soirée
|
Profil
|
| anma57
429
| Posté : 18-12-2011 21:37
Pour moi on peut comparer un un pas a une boite de vitesse.
La on est dans un rapport de :
X mm de déplacement longitudinal pour un tour de vis complet (360°)
plus X diminue pour la meme rotation,plus le pas est fin, plus le couple
RESISTANT est faible (comme lorsqu on rétrograde avec la rocket)
Donc pour un couple constant, plus le pas est fin ,plus la pression de la
tete du boulon est forte.
Plus le pas est fin, plus il faut ajuster le couple de serrage a la baisse pour la meme pression.
Pour conclure , l important , c est le couple moteur de cette meule et
la on est pa déçu 
la bonne taille c est quand les deux pieds touchent par terre A PLAT |
Profil
|
| KildeRouge
6410
| Posté : 18-12-2011 23:47
Je crois que nos divergences viennent de ce que toi tu considères les choses du
point de vue de la vis ( qui a effectivement un noyau + important et moindre
couple de serrage par contre s'il y a effectivement plus de filets en prise , il
n'est pas du tout évident que la surface des filets en contact soit + grande pour
un filet fin que pour un pas normal ( je vais faire des calculs demain pour vérifier
mais là ce soir il est tard !) vu la hauteur de "dent" du filet plus faible !
J'ai plus tendance à voir le problème du coté alu car mon expérience m'a montré que (sauf
vis rouillée et gonflée) ce sont les filets dans l'alu qui s'arrachent le plus souvent
surtout s'ils sont un peu usés par des démontages remontages répétés .
Pourquoi Triumph a choisi un pas fin pour fixer les pontets ? Bonne question !
Je ne peux répondre à leur place mais il faut savoir que souvent le service achat
est bien plus fort , décisionnellement parlant , que le bureau d'étude et qu' une solution
moins adaptée mécaniquement parlant mais moins chère sera choisie par le décideur c'est
à dire finalement le financier ! Voir le triste exemple des roulements de l'arbre d'amortisseur
de couple choisi funestement taïwano-modave au lieu de bons FAG , Timken ou SKF !
Bon je commence à fatiguer ! Alors à demain je vous livrerais les surfaces en contact
dans le cas d'une épaisseur filetée égale à 2 diamètres ( norme pour les métaux tendres)
d'une hélice pas fin et pas standard . Mais mes arguments sur l'épaisseur de la base de dent
me semblent toujours valables .
DarkSide Inside
|
Profil
|
| KildeRouge
6410
| Posté : 19-12-2011 14:38
Salut T3
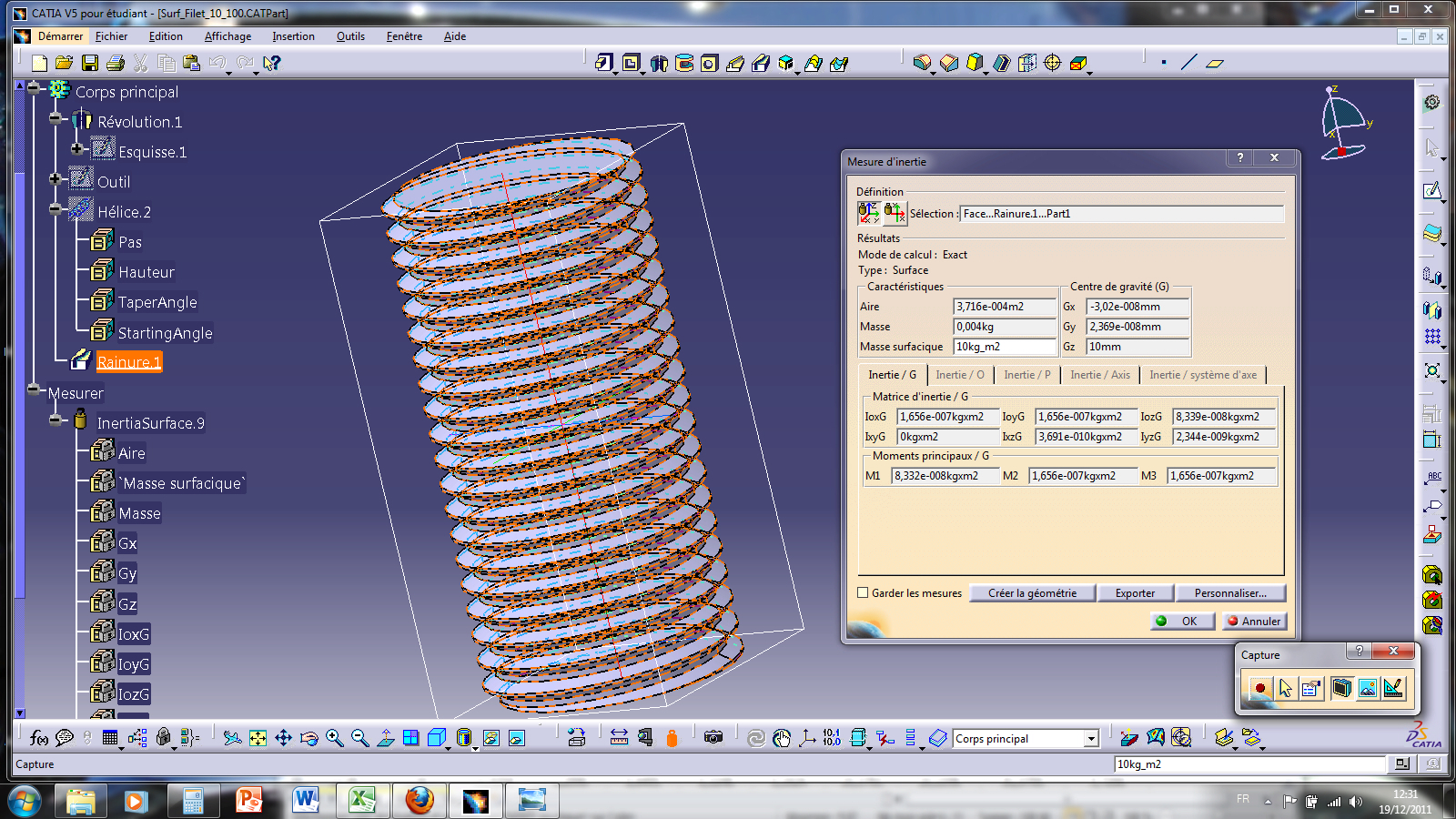
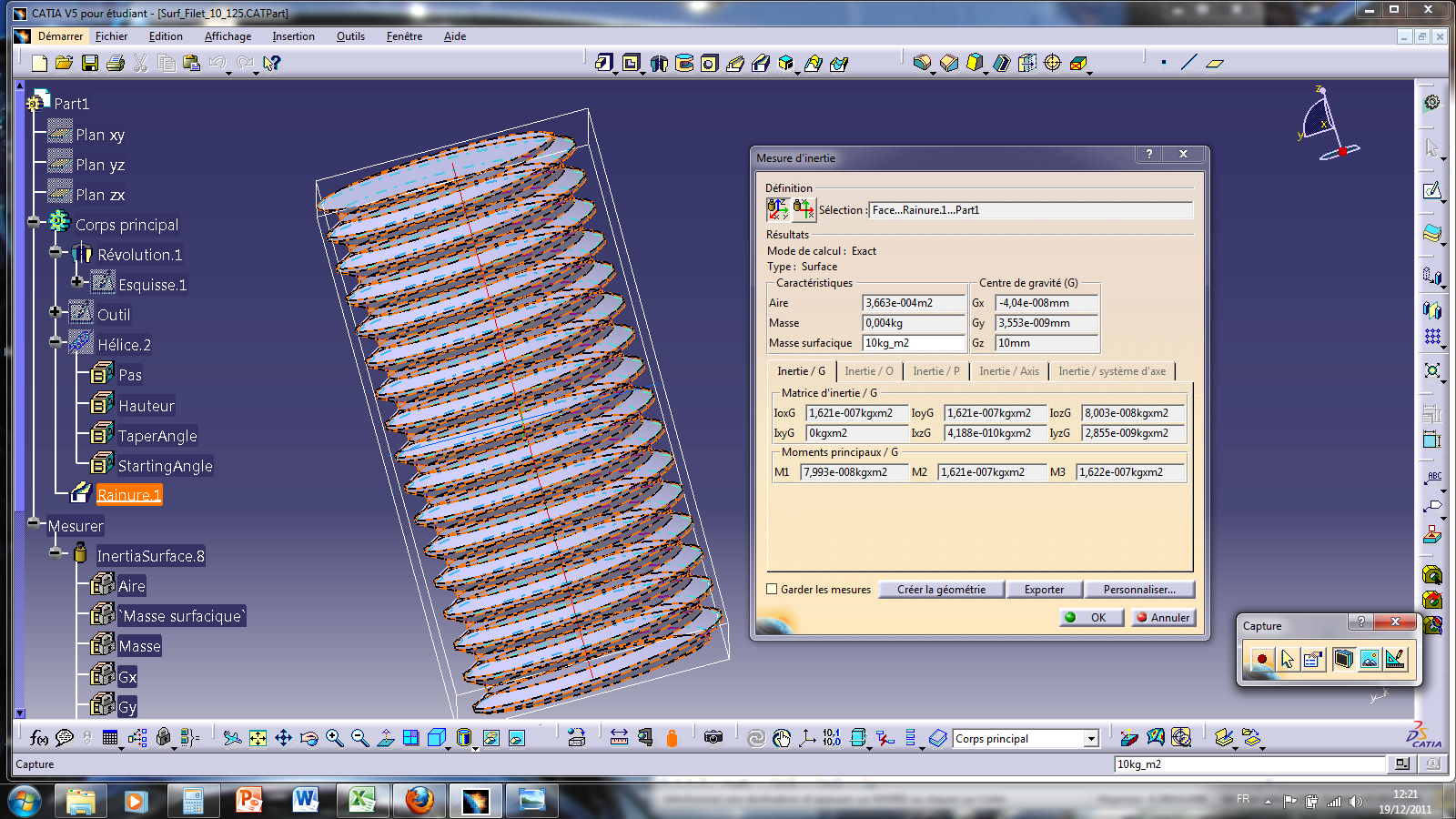
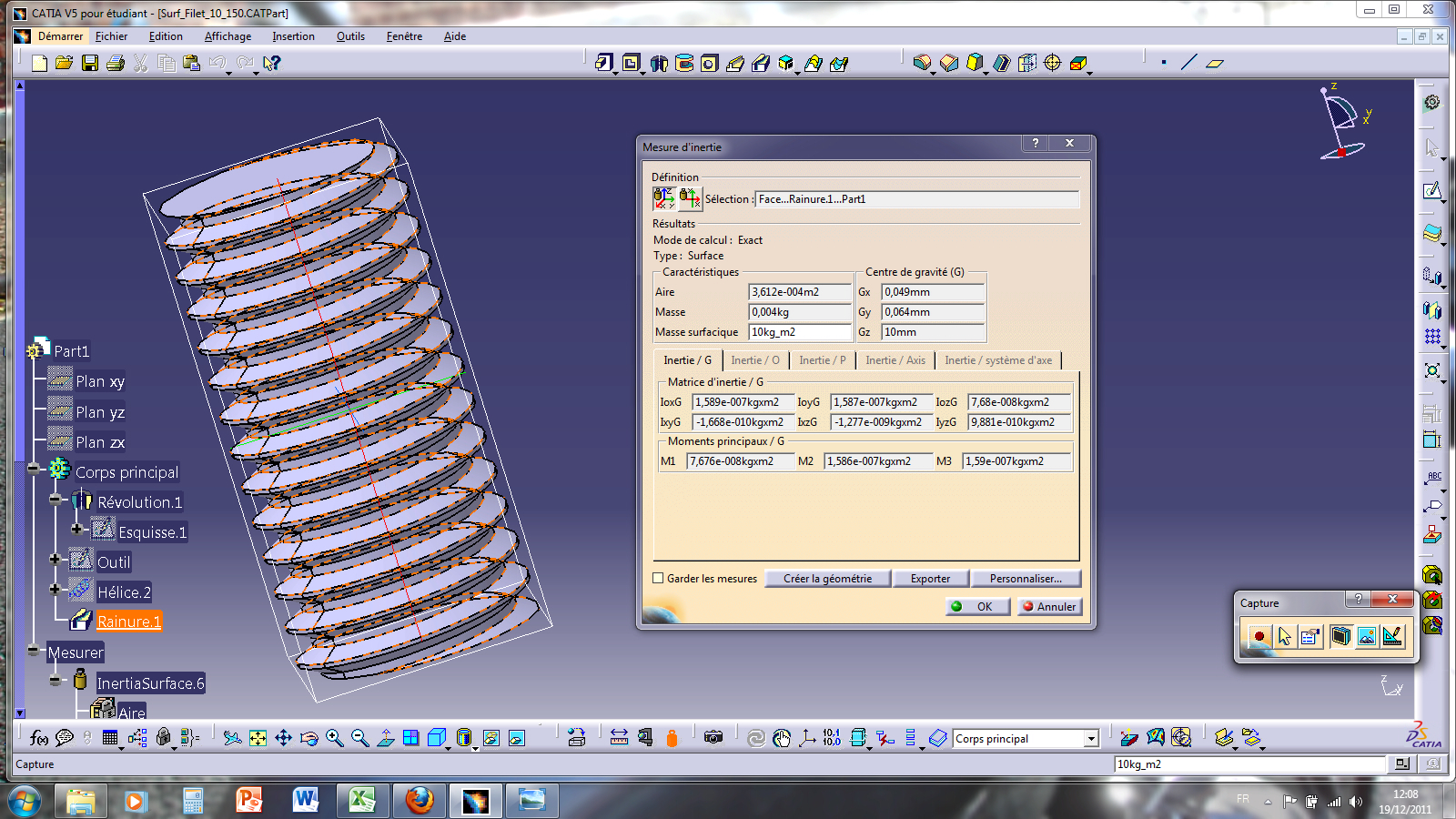
Il me faut faire amende honorable ! j'ai calculé la surface de filet en contact
dans les 3 cas : vis de 10 pas 1.00 , vis de 10 pas 1.25 et vis de 10 pas standard de 1.50
toutes trois sur une longueur de 20mm et finalement j'avais tort sur la surface de filetage !
En fait la surface en contact est de 371.6 mm^2 pour le pas de 1.00 , de 366.3 mm^2 pour le pas
de 1.25 et de 361.2 mm^2 pour le pas de 1.5
La différence n'est pas grande mais effectivement plus le pas est fin , plus la surface de filet
en contact sera grande . Et donc la contrainte sur la surface du filet sera un peu allégée .
Et c'est finalement ce qui compte si on considère l'assemblage sur les 20mm .
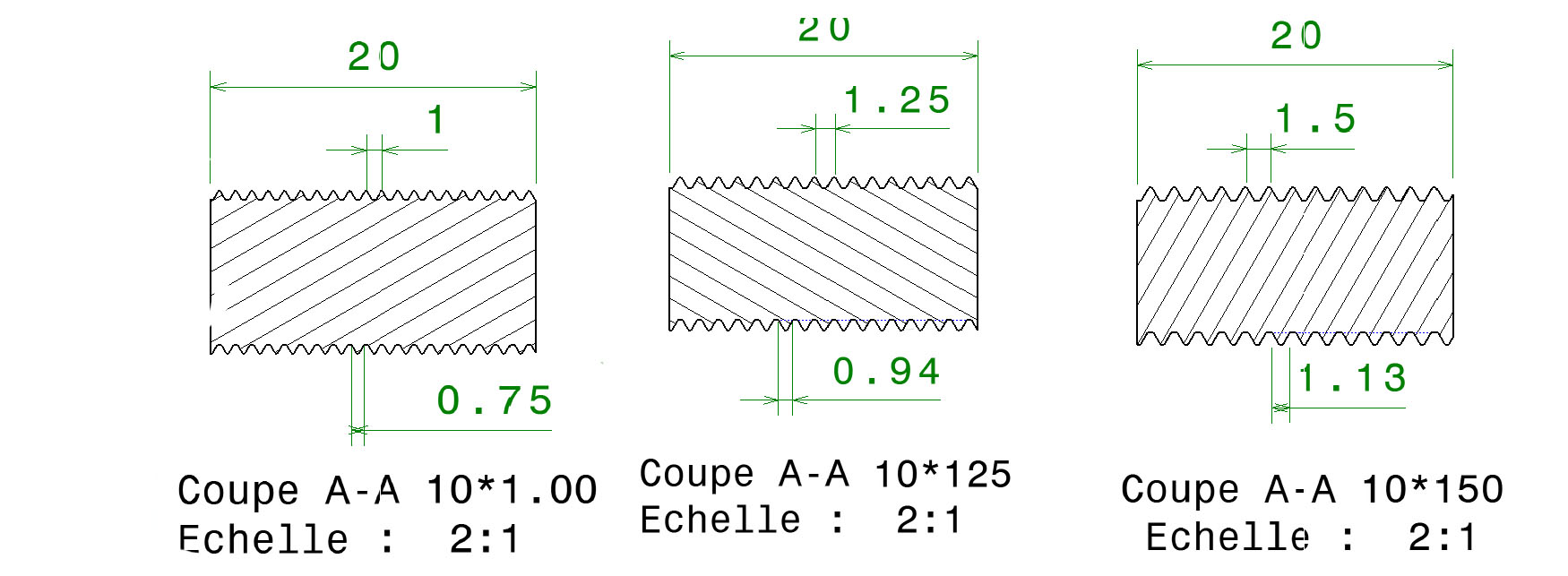
Par contre j'ai aussi dessiné le profil dans les différents cas et au vu de la largeur
d'embase de chaque filet on constate là que la différence est proportionnellement bien plus grande !
Et là la situation est un peu différente si on ne considère plus l'assemblage fait mais le moment où
on commence à engager si on foire un peu la direction , le filet dégagera bien plus vite si le pas est fin .
DarkSide Inside
|
Profil
|
| KildeRouge
6410
| Posté : 19-12-2011 14:45
Les images sont un peu grosses voici maintenant le cas du filet à pas standard de 1.5mm
et la comparaison des bases de filets dans les 3 cas
DarkSide Inside
|
Profil
|
| | Aller à la page : [ 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 ] | |
|  |